2020
По комплексной программе «Механика жидкостей и газов»
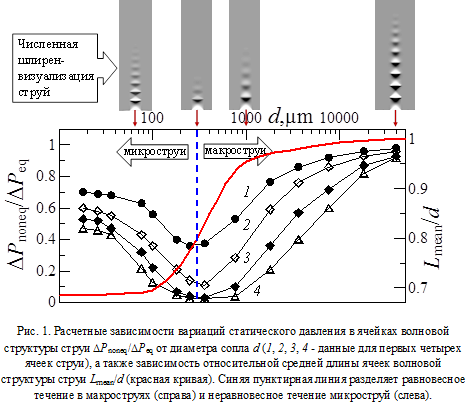
1. Впервые обнаружено влияние колебательной неравновесности многоатомного газа на газодинамику струй, которое проявляется в изменении количества и уменьшении продольного размера ячеек волновой структуры. Найден характерный размер сопла, разделяющий условия равновесного течения в макроструях и неравновесного течения микроструй.
Аннотация
При уменьшении диаметра сопла сверхзвуковой струи многоатомных газов пространственный масштаб колебательной релаксации становится сопоставим с масштабом струйного течения, что приводит к изменению газодинамической структуры, характерной для макроструи, и переходу к структуре микроструи с неравновесным распределением энергии по степеням свободы молекул. Это явление было обнаружено и продемонстрировано при экспериментальной визуализации течения осесимметричных недорасширенных струй SF6 и в численном моделировании поля течения в рамках двухтемпературной модели релаксации. Впервые показано влияние диаметра сопла d на средний продольный размер ячеек волновой структуры Lmean/d, а также на относительную вариацию статического давления ΔPnoneq/ΔPeq, которое определяет количество ячеек волновой структуры в струе (Рис.1). Найден характерный размер сопла (d ≅ 300 μм), разделяющий условия равновесного течения в макроструях и неравновесного течения микроструй.
Ответственный исполнитель: с.н.с., к.ф.-м.н. Цырюльников И.С.
2. Разработана методика трехмерного численного расчета дыхания больного и здорового человека. Впервые выполнено моделирование: 1) осаждения лекарственных аэрозолей в бронхах человека; 2) дыхания при различных патологиях легких; 3) использования термической гелий-кислородной смеси для лечения больных COVID-19. В частности получены зависимости количества прошедших капель от продолжительности вдоха (кроме расхода, размера капель).
Аннотация
Бронхиальное дерево человека имеет сложную древовидную структуру и насчитывает 24 бифуркации (ветвления) от трахеи до альвеол (количество конечных альвеол 223). Построение полного бронхиального дерева человека является трудоемкой задачей из-за большого количества бифуркаций и до настоящего времени не было осуществлено.
Впервые построена трехмерная аналитическая модель построения полного (от трахеи до альвеол) бронхиального дерева человека. Модель позволяет задавать различные степени патологии бронхов и частичное поражения легких (рис. 1). Предложен алгоритм поэтапного расчета бронхиального дерева – расчет бронхиального дерева проводится на отдельной бифуркации с верхних бронхов к нижним. Это позволяет рассчитать течение воздуха и осаждение лекарственных аэрозолей во всем объеме легких человека.
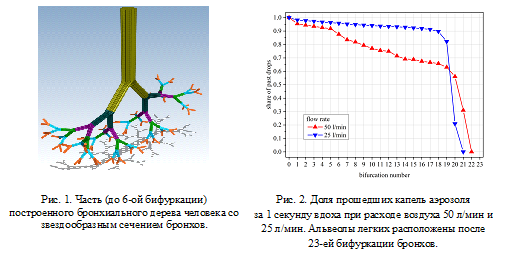
Впервые проведены трехмерные численные расчеты течения воздуха и аэрозольных капель в легких человека для полного бронхиального дерева человека от трахеи до альвеолы. Показано, что количество прошедших капель зависит (кроме расхода, размера капель) от продолжительности вдоха. Показано, что типичные медицинские небулайзеры не обеспечивают доставку аэрозольных лекарства до альвеол (рис.2).
Для лечения COVID-19 в России применяют методику термогелиокса. Дыхание термической гелий-кислородной смесью (термогелиокс) снижает на 15% нагрузку на дыхательную систему больного. Выравнивание температуры в бронхах человека термической гелий-кислородной смеси происходит быстрее, чем нагретого воздуха.
Ответственный исполнитель: в.н.с., д.ф.-м.н. Медведев А.Е.
По комплексной программе «Машиностроение»
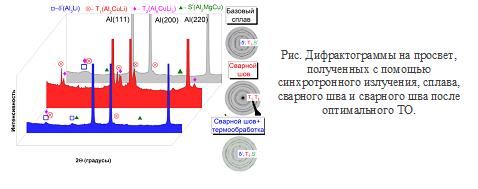
Разработана комплексная лазерная технология, позволяющая сваривать «несвариваемые» материалы. Технология, включающая лазерную сварку, посттермомеханическую обработку, модифицирование сварного шва редкоземельными элементами и наночастицами, позволяет получать неразъёмные сварные соединения с механическими характеристиками, близкими или равными исходному материалу. Эксперименты проведены для серии авиационных сплавов: титановые сплавы, алюминиевые сплавы, алюминиевые литиевые сплавы, титановый сплав и алюминиево-литиевый сплав и нержавеющая сталь. Использование синхротронного излучения открыло перспективу установить эволюцию фазового состава сварного шва и оптимизировать режимы постобработки и получения равнопрочных сварных соединений
Аннотация
Предложены различные подходы для повышения механических свойств сварных соединений. Показана эффективность оптимизации термической обработки (ТО) для достижения при статическом растяжении всех механических характеристик (предела прочности, предела текучести, относительное удлинение при разрыве) лазерных сварных соединений алюминиевых сплавах, близких к исходным значениям. Оптимальные схемы ТО позволили получить значения механических характеристик (предел прочности, предела текучести, относительное удлинение при разрыве) лазерных сварных соединений алюминиево-литиевых сплавов, фактически равные прочности исходного сплава в состоянии поставки. Разработаны технологии высокопрочной лазерной сварки разнородных материалов. При лазерной сварке титанового сплава с нержавеющей сталью с использованием промежуточной вставки получена прочность сварного шва на уровне нержавеющей стали. Впервые созданы высокопрочные разнородные лазерные сварные соединения на основе титанового сплава и алюминиево-литиевого сплава.
Ответственные исполнители: к.т.н. Маликов А.Г., д.ф.-м.н. Оришич А.М.
1. Malikov A., Orishich A., Bulina N., Karpov E., Sharafutdinov M. Effect of post heat treatment on the phase composition and strength of laser welded joints of an Al–Mg–Li alloy // Materials Science and Engineering A. –2019. Vol. 765. P. 138302 (8). https://doi.10.1016/j.msea.2019.138302 (Q1 SJR)
2. A. Malikov, A. Orishich, A. Golyshev, E. Karpov Manufacturing of high-strength laser welded joints of an industrial aluminum alloy of system Al-Cu-Li by means of post heat treatment // Journal of Manufacturing Processes. V. 41. 2019. P.101-110 https://doi.org/10.1016/j.jmapro.2019.03.037 (Q1 SJR)
По комплексной программе «Механика деформируемого твердого тела»
Построена замкнутая дискретная упругопластическая модель разрушающегося гетерогенного материала, которая позволила описать форму и глубину кратера, сформированного ударом стального шарика в существенно неоднородной металлокерамической преграде, созданной с помощью аддитивной технологии.
Аннотация
С помощью аддитивных технологий (холодного газодинамического напыления с последующей лазерной наплавкой) в ИТПМ СО РАН создан гетерогенный металлокерамический материал с градиентным распределением прочности, который подвергся баллистическим испытаниям на скорости соударения 1200 м/с.
.png)
На рисунке 1 показаны образец после ударного взаимодействия со сферическим ударником и поперечный срез сформировавшегося кратера. На рисунке 2 показаны 3D постановка задачи и результат сравнения профилей кратера, полученных в эксперименте и расчете. Результаты численного эксперимента показывают, что предложенная авторами модель прямого численного моделирования гетерогенного материала, построенная на основе случайного распределения заданного числа материалов, позволяет пересказывать отклик неоднородной среды, как по механическим свойствам, так и по прочностным параметрам.
Ответственные исполнители: акад. Фомин В.М., к.ф.-м.н. Краус Е.И., к.ф.-м.н. Шабалин И.И.
Важнейшие исследования и разработки 2020 года, готовые к практическому применению
1. Предложены новые схемы газогенератора с проточной газификацией легкоплавких углеводородных горючих и реактивного двигателя с новым газогенератором. Экспериментально определены количественные характеристики процесса газификации легкоплавкого горючего (полипропилена) в потоке низкотемпературного (атмосферного) воздуха. Показана принципиальная возможность реализации предложенных схем.
Аннотация
Существующие и разрабатываемые двигатели на твердом топливе используют газогенераторы, где происходит начальное горение твердого топлива с пониженным содержанием окислителя. Низкое содержание окислителя создает проблемы при горении топлива в газогенераторе.
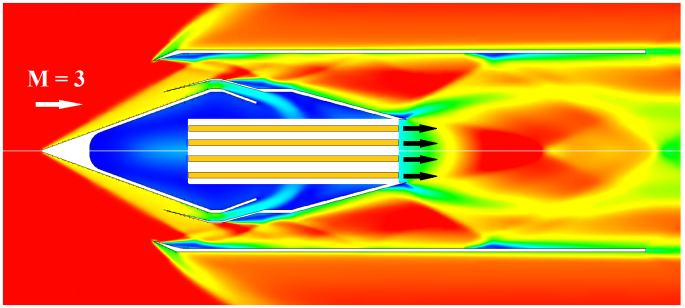
В ИТПМ СО РАН предложена новая схема газогенератора с проточной газификацией легкоплавких углеводородных горючих. В развитие этой схемы предложена новая схема двигателя с проточным газогенератором легкоплавкого горючего (рис. 1), где в качестве несущего газа используется набегающий поток атмосферного воздуха с температурой ниже требуемой температуры газификации (например, для газификации полипропилена требуется температура не менее 600 К).
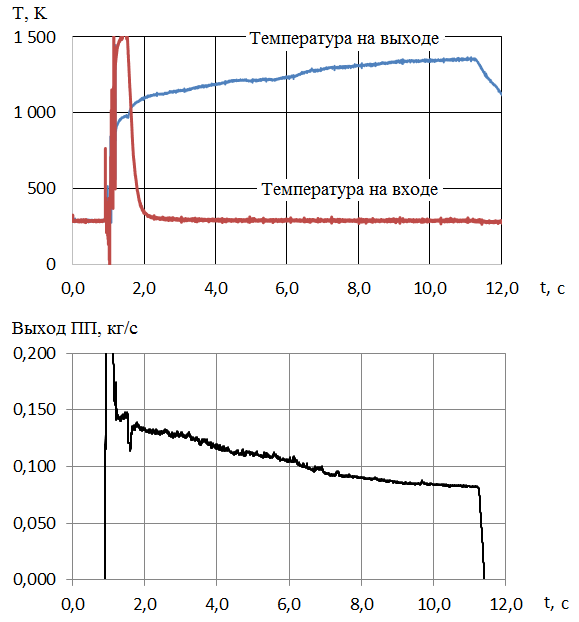
Создана установка и выполнены систематические исследования количественных характеристик процесса газификации полипропилена в потоке низкотемпературного (300 К) воздуха. После начального воспламенения в газогенераторе происходит повышение температуры за счет горения кислорода поступающего воздуха, обеспечивая выход продуктов газификации ПП, пригодных для дальнейшего использования в качестве горючего. Типичные результаты экспериментов показаны на рис. 2.
Результаты работы могут быть использованы при создании новых двигателей на твердом топливе, а также установок для переработки пластмассовых бытовых отходов.
 |
 |
| Рис. 1. Схема двигателя с газогенератором легкоплавкого углеводородного горючего |
Рис. 2.
а) Температура потока на входе и выходе газогенератора
б) Выход продуктов газификации ПП
|
Ответственный исполнитель: г.н.с., д.т.н. Звегинцев В.И.
2. Разработан способ лазерной сварки пористых материалов с использованием компенсирующих материалов в виде вставок из соответсвующих компактных (непористых) металлов с одновременном добавлением в зону плавления нанопорошков тугоплавких соединений. За счет добавки нанопорошковых материалов в зону сварки введены в виде композиционных порошковой проволоки или клевой суспензии достигается повышение качества сварных соединений и увеличение прочности на разрыв и изгиб.
Аннотация
Пористые материалы, в том числе пеноматериалы, называют материалами будущего. Это связано с их уникальными физико - механическими свойствами прежде всего легкостью и высокой удельной прочностью, а также высокими тепло- шумо- и ударозащитными характеристиками. Они способны поглощать большое количество энергии при сохранении низкого уровня напряжения. Существенным фактором, который препятствует широкому применению пористых металлов является проблема получения качественных, прочных неразъемных соединений. Предложенный способ лазерной сварки пористых металлов с применением промежуточной вставки из непористого металла с использованием наномодифицирующих добавок позволяет получать качественое неразъемное соединеие с повышенными значениеями прочности на изгиб и растяжение (выше прочности основаного металла.
.png)
.png)
Рис. 1. Морфология сварных швов пористого титана (а) стали (б) с использованием компактной вставки

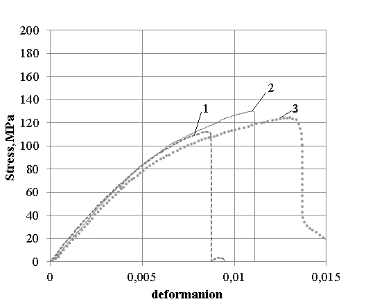
Рис. 2. Прочность на изгиб сварных соединений и основного металла; а – титан, б – сталь;
1 – сварное соединение без НП, 2 – сварное соединение с добавкой НП (TiN + Ti),
3 – основной металл
Ответственный исполнитель: д.ф.-м.н. Черепанов А.Н.