Нанотехнологии в микро- и макрометаллургических процессах
НАНОПОРОШКИ В МИКРО- И МАКРОМЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССАХ
Разработан новый технологический способ повышения качества металлов и сплавов с помощью наноразмерных порошковых модификаторов (НМ). Сущность способа заключается в целенапрвленном активном воздействии на жидкие металлы и сплавы в стадии их кристаллизации. Для этого в расплав вводится специальная добавка – активированный нанодисперсный порошок тугоплавких соединений. В результате этого в расплаве формируется гетерогенная система в виде суспензии с частицами размером 0,05 – 0,1 мкм, равномерно распределенных по объему расплава, хорошо им смачиваемые и служащими центрами кристаллизации, в результате чего повышаются дисперсность структуры, прочностные и служебные характеристики металла.
Применение наномодификаторов в микрометаллургических процессах (лазерной сварке сплавов)
Влияние НМ на структуру сварных швов при лазерной сварке металлов.
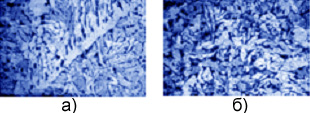
Титановый сплав ВТ1-0
  а б Морфология и структура сварного шва: а – без добавления НМ, б – с добавлением НМ |
Улучшается качество соединения (морфология и структура шва), существенно возрастают его механические характеристики (прочность на разрыв, предел текучести, относительное удлинение). |
   Механические характеристики сварного соединения сплава ВТ1-0 без добавок НМ и с добавками НМ |
 1  2 Образцы модифицированных сварных соединений сплава ВТ1-0 после испытаний на разрыв. Разрушение образца происходит по основному металлу. |
Сталь 20  a б Микроструктура в сварном шве: а – без НМ; б – с TiN Измельчается структура шва, меняется ее морфология, повышаются прочностные и пластические свойства шва. |
Сталь 12ХН10Т а  б Фотографии образцов после испытаний на разрыв: а - с НМ (разрыв по основному металлу), б – без НМ (разрыв в зоне теплового влияния) |
Разнородные металлы. Сварка нержавеющей стали с титаном
 Четырехслойная вставка (сверху вниз: cталь, медь, ниобий, титан) |
 Фотография сварных образцов с композитной вставкой до – и после испытаний на разрыв |
Непосредственная сварка нержавеющей стали с титаном невозможна вследствие образования хрупких интерметаллидов. Применение промежуточных вставок из меди или композитного материала, позволяет получить прочное сварное соединение. Так, при использовании промежуточной композитной вставки, полученной сваркой взрывом четырех пластин: cталь – медь –ниобий – титан достигнута прочность соединения близкая к прочностным характеристикам основного металла: σв = 475,5 МПа; στ = 302,0 МПа, δ = 5,4 %.
Применение НМ в макрометаллургических процессах (производство слитков, отливок, заготовок)
Влияние на качество непрерывнолитой заготовки из стали 8ГС2
Структура в осевой области поперечного сечения слитка. |
Устранилась грубая дендритная структура феррита, что обусловило повышение механических характеристик литой стали: предела текучести на 10%; прочности на растяжение на 5,5%; относительного удлинения на 14,0%; относительного сужения на 19,8%. Уменьшились химическая неоднородность и пористость слитка |
Влияние НМ на свойства никелевых сплавов
 а б Микро- и макроструктура турбинных лопаток, выполненных из жаростойкого сплава ЖС–6У. а – без добавления НМ; б – с добавлением НМ |
 Макроструктура никелевого сплава. 1-6- с добавлением НМ; 7 - без добавления НМ |
Влияние НМ на свойства медных сплавов
Структура образцов при литье в кокиль: |
 Фотография наконечника фурмы, с фрагментом сопла. |
Существенно изменяется морфология и дисперсность кристаллической структуры: столбчатая (а) кристаллическая структура становится равноосной и мелкодисперсной (б). Соответственно этому повышаются механические и эксплуатационные свойства металла. Применение наномодификаторов в новой технологии получения литых медных наконечников для фурм кислородных конвертеров позволило увеличить их эксплуатационную стойкость в 3 - 4 раза по сравнению с аналогами, полученными методом ковки.
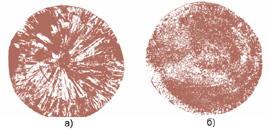
Влияние НМ на свойства чугуна
 а б Морфология включений графита в отливках из серого чугуна: а – немодифицированного, б – модифицированного НМ TiN+SiC. |
Увеличение прочности на 30 %, пластичности в 1,5–2 раза. |
Разработка запатентована в России.
Заведующий лабораторией, к.ф.-м.н. Краус Е.И., тел.: (383) 330-81-50, e-mail: kraus@itam.nsc.ru